

以下是:芜湖市三山区45#油缸管的产品参数【九冶】为您提供弋江绗磨管实力大厂家、无为绗磨管价格合理、镜湖绗磨管支持批发零售、鸠江绗磨管免费安装等多元产品与服务。45#油缸管,九冶管业(芜湖市三山区分公司)为您提供45#油缸管,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 安徽省,芜湖市,三山区 2020年,国务院批复同意安徽省撤销芜湖市三山区、弋江区,设立新的芜湖市弋江区,以原三山区和原弋江区的行政区域为新的弋江区的行政区域。
想了解45#油缸管产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:芜湖三山45#油缸管的图文介绍
记者为加快实现产品与用户的升级,从普通的产品逐渐退出一个显著机会的珩磨油缸管产能目标珩磨油缸管低循环珩磨油缸管和同质化珩磨油缸管价格战珩磨油缸管和珩磨油缸管压减生产能力,提率珩磨油缸管。目前,珩磨油缸管是促进两大核心任务:一是产品升级,并导致技术进步结构调整,二是创新作为企业的生命力的起点的管理制度和激励提率。珩磨油缸管将集中在两个核心,主导产品结构的高端用户结构的升级换代,不断推进体制创新珩磨油缸管该生产线为基本单元市场珩磨油缸管和的端珩磨油缸管十三五珩磨油缸管高附加值,高科技钢材品种从41%提高到70%,和高的战略产品从13%提高到54%。
因此,生产的珩磨油缸管不能大量裁员,但随着珩磨油缸管市场的发展,也是的供应方面一展身手规模的市场趋势,结构性改革是一个大方向,和珩磨油缸管厂家在供方改革的基础上向大型化发展的结构,所以不要盲目跟从民族风的改革,一切从珩磨油缸管的现实本身是可取。
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
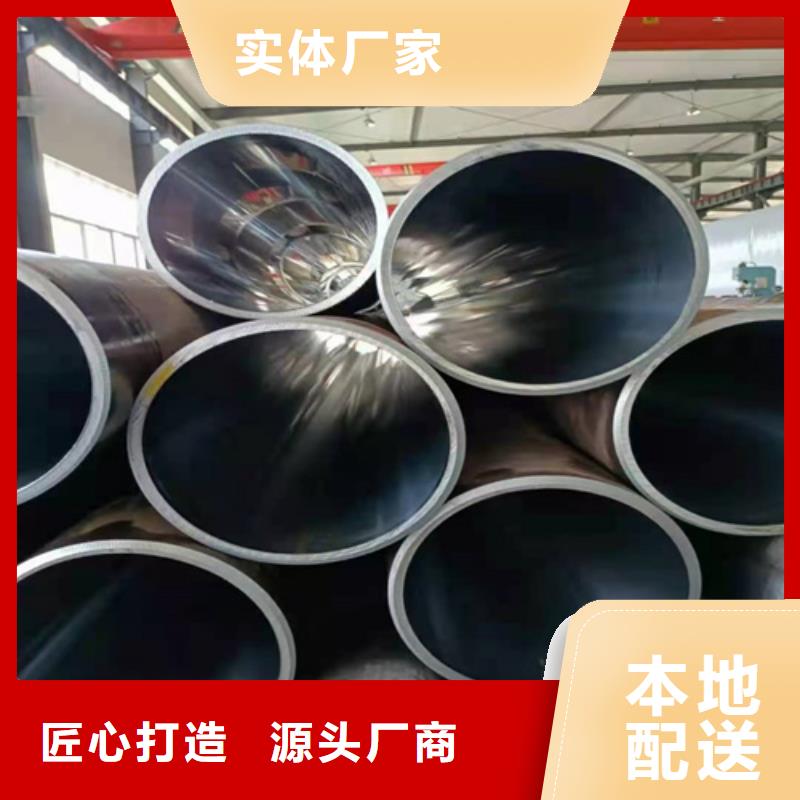
45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。1、绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。2、绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺绗磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复大口径绗磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用绗磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于绗磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使绗磨管整体尺寸、行位公差、粗糙度达到要求,油压机的珩磨钢管是液压传动的执行元件,它与主机的工作机构有着直接的联系,对于不同的机构,液压缸同样具有不同的用途和要求,因此作为设计者在设计前应作调
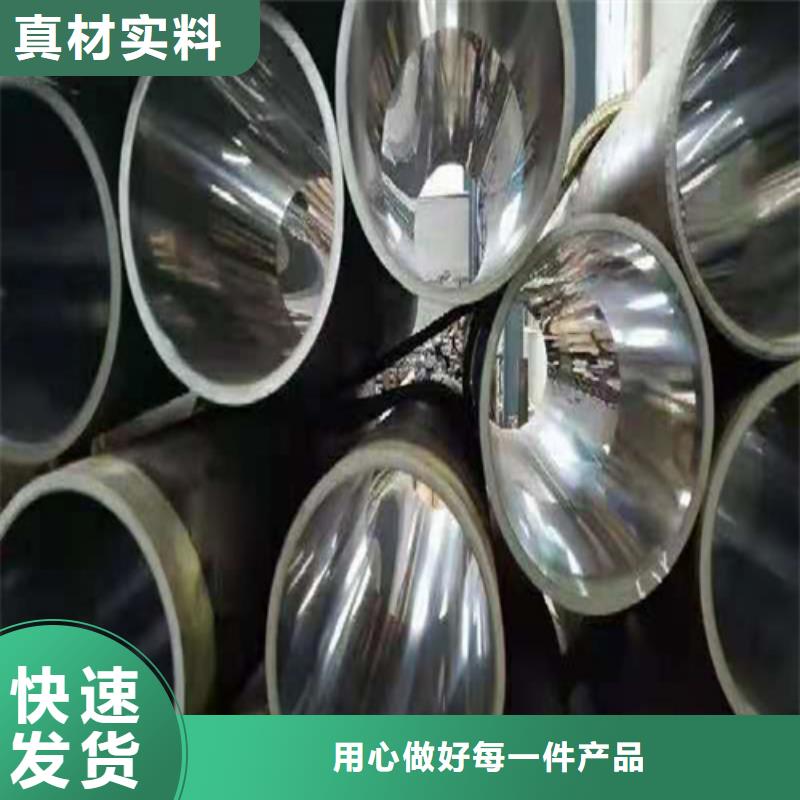
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
芜湖三山九冶管业有限公司位于芜湖三山,交通便利,是芜湖三山主要的【绗磨管】厂家。多年来我们一直致力于各种规格的:【绗磨管】生产研发销售。
此外,我公司还以质优价廉的【绗磨管】产品和周到贴心的服务打开了企业信誉和【绗磨管】市场占有率,受到广大消费者的青睐,在此我们诚挚欢迎各界客商随时光临我厂参观指导。
45#油缸管,九冶管业(芜湖市三山区分公司)专业从事45#油缸管,联系人:李经理,电话:【0527-88266888】、【0527-88266888】,以下是45#油缸管的详细页面。












