

以下是:河北省保定市无缝钢管用心服务的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝钢管供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区等区域。 【天祥】为客户提供多样化产品,包括定兴无缝钢管今年新款、蠡县无缝钢管专业生产品质保证、石家庄无缝钢管专业完善售后、廊坊无缝钢管从厂家买售后有保障等,适配多元场景需求。无缝钢管用心服务,天祥钢管(保定市分公司)为您提供无缝钢管用心服务,联系人:王经理,电话:【0527-88266222】、【0527-88266222】。 河北省,保定市 2022年,保定GDP为3880.3亿元。(不含雄安新区及定州市)
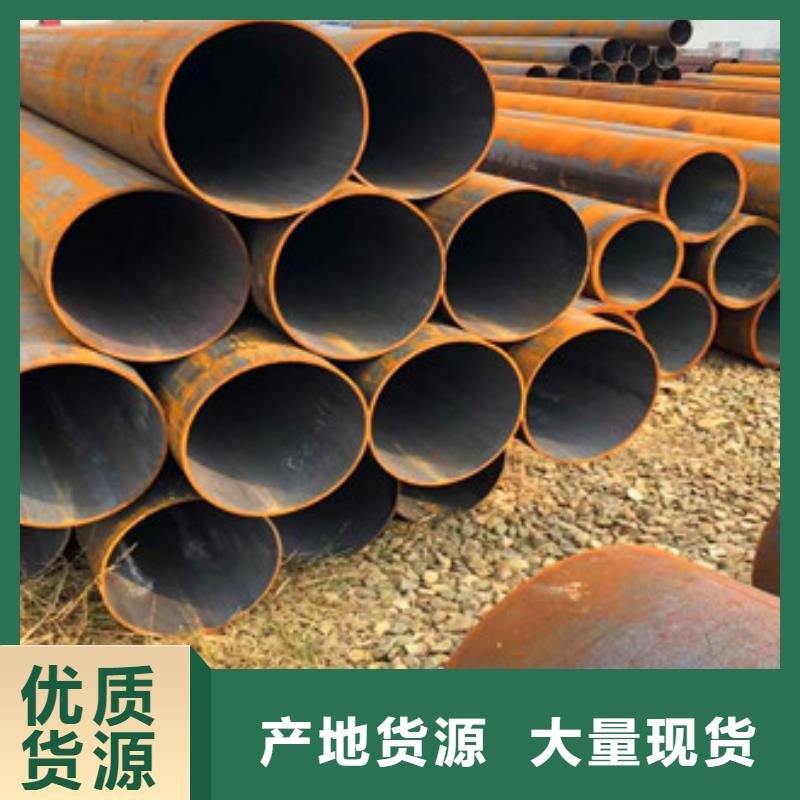
我们为您呈现了一部精彩绝伦的无缝钢管用心服务产品视频,让您感受产品的独特之处。以下是:无缝钢管用心服务的图文介绍
在链式冷拔管机上采用浮动顶头拔制中小直径薄壁管,由于浮动顶头轴向没有固定,从而使拔制力显著降低,道次变形量提高,能抖纹,提高钢管精度。因此国内20世纪80年代起在一些钢管厂开始应用此工艺拔制钢管。
1985年常熟无缝钢管厂在分析和总结用浮动顶头拔制直径30~50mm各种规格钢管的经验以及试验结果后,确定了浮动顶头锥角,锥形与圆锥形部分长度,芯棒、材料、外模设计和工艺参数的选择等方法。
1989年上海第五钢铁厂总结用浮动顶头拔制小直径厚壁合金钢管的经验时指出,浮动顶头要想稳定拔制,需要有相宜的外模配合,外模材质要能承受较大的拔制应力和冲击负荷,耐磨性要好,锥角要与浮动顶头相匹配,外模的喇叭口要大,以保证可加大减径量,利于咬入和稳定变形。
1986年用半浮动顶头进行了拔制厚壁管的试验研究。半浮动顶头拔管与浮动顶头拔管的根本区别是圆锥段锥角及半浮动顶头的锥角小于摩擦角,而浮动顶头锥角大于摩擦角。通过实验得出,半浮动顶头与圆柱短顶头拔制厚壁管相比,半浮动顶头锥角较小,拔制力显著下降,减少了拔制道次,减小了芯杆和连接螺丝的拉力,避免了螺丝拉断;与浮动顶头拔制厚壁管相比,半浮动顶头拔制降低了道次所需的小减径量,相应地增加了道次减壁量,改善了钢管表面质量,提高了尺寸精度;与空拔相比,能减少钢管爆裂。
(1)主要优点:
① 生产率高。连轧管机的延伸系数可达7,轧出速度达7 m/s,机组年产量可达96万t。
②钢管表面质量好。由于采用研磨、镀铬处理的长芯棒进行轧制,钢管内表面质量好,平滑程度可达4~6μ,自动轧管机为12~15μ,周期轧管机为20~25μ。
③钢管长度长。连轧管机轧出的钢管长度一般为30 m左右,长可达50 m。
④生产成本低。因机组产量高,金属消耗低,生产成本大大低于其他轧管机组。
⑤机械化、自动化程度高。
(2)主要缺点:设备多,厂房大,电气装机容量大,设备控制复杂,一次建设投资高。
连轧管生产机组命名特点(方式)。连轧管机组均以轧机型式和芯棒操作方式及机组设计合理生产的规格外径尺寸命名。
随着科技进步,自主研发,河北保定天祥钢管有限公司迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、 无缝钢管产品质量合格、科技管理完善,我们生产的 无缝钢管越来越受到用户的好评,欢迎新老客户来电咨询。
钢的化学成分是确保钢管性能的基础条件,在冶炼过程中化学成分分析的准确性是冶炼优质钢的必要条件。一般情况下,主要分析的化学元素包括C、Si、Mn、P、S、Cr、Mo、Ni、Cu、Al、W、V、Ti、As、Sn、B、Nb等的成分。
(1)化学分析:以物质的化学反应为基础的分析方法。
(2)仪器分析:以物质的物理和物理化学性质为基础的分析方法。
(3)误差:指分析结果与真实值之间的差值。按其性质分可分为随机误差、系统误差和过失误差。
(4)随机误差:又称偶然误差。是由于在测定过程中一系列的有关因素微小的随机波动而形成的具有相互抵偿性的误差,它决定了测定结果的精密度。
(5)系统误差:是指在一定试验条件下由某个或某些因素按照某一确定的规律起作用而形成的误差,在每次测定中会重复出现,使测定的结果经常偏高或偏低,它决定了测定结果的准确度。其主要来源有方法误差、仪器误差、操作误差和试剂误差。
(6)过失误差:是指一种显然与事实不符的误差,没有一定的规律。不管造成过失误差的具体原因如何,在分析测试过程中,只要确知存在过失误差,就必须将含有过失误差的测定值作为异常值,从一组测定数据中舍去。
(7)化学分析允许差:在实际分析工作中,按标准或主管部门根据生产和科学技术发展的要求,同时考虑到分析技术所能达到的水平,而拟定某元素在何种含量范围内可以允许的误差值。这个允许误差范围,习惯上称为“公差”,执行GB/T 222标准。化学分析方法中所规定的允许差,是衡量分析结果的质量标准。
①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
您是想要在河北省保定市采购高质量的无缝钢管用心服务产品吗?天祥钢管(保定市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的无缝钢管用心服务产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-【0527-88266222】,地址:《大东钢管城嫩江路6号》。










